Формовъчни смеси
Формовъчни материали и смеси
По-голямата част от отливките се получават във форми, изработени от формовъчна смес. За получаване на качествени отливки смесите трябва да притежават определени свойства: пластичност, течливост, газопроницаемост, якост, податливост, огнеупорност. Този сложен комплекс от свойства се осигурява чрез правилен подбор на съставките и смесване в точно определено съотношение.
Свойства на формовъчните смеси
Пластичност е свойство на смесите, свързано с получаването на точен отпечатък на модела във формата. Тя се дефинира от състава на пясъка, свързващите вещества и водата. При увеличаване на количеството им до определена граница, пластичността нараства, след което започва да се влошава.
Течливост е способността на смесите, под действие на външни сили, да запълват кухината на сърцевата кутия или да обтичат модела при уплътняване на касата. Колкото стойностите й са по-високи, толкова по-равномерно се уплътнява сместа. Течливостта зависи както от вида и количеството на свързващите вещества, така и от размера и формата на пясъчните кварцови зърна.
Газопроницаемост е способността на формата и сърцата да пропускат газове, вследствие на своята пористост. Тя зависи от уплътнението, размерите, формата и еднородността на пясъчните зърна, съдържанието на глина, влажността и т.н.
В насипно състояние плътността на формовъчната смес е приблизително единица, като след уплътняване тя нараства -
1,7 10³ kg/m³.
Якост е способността на формата и сърцата да не се деформират и да не се разрушават при транспортиране и заливане на формата с метал. Тя се повишава при използване за свързващи вещества водно стъкло и синтетични смоли.
Податливост е способността на формата и сърцата да не възпрепятстват свиването на втвърдяващия се метал на отливката. В процеса на кристализация и охлаждане течният метал във формата се свива, вследствие на което подлага на натисково натоварване сърцата и някои части на отливката. В резултат на това възникват напрежения и при лоша податливост на смесите, могат да предизвикат образуването на пукнатини в получената отливка.
Огнеупорност е свойство на смесите да не се размекват при заливане на формата с метал, т.е. да издържат на високотемпературно нагряване. Тя пряко се отразява върху повърхностните качества на отливките.
Освен това, формовъчните и сърцеви смеси трябва да притежават минимална хигроскопичност, оптимална топлопроводност, лесна избиваемост, висока дълготрайност и др.
Формовъчни материали
Формовъчните материали се делят на основни - кварцов пясък и глина и спомагателни - свързващи вещества, противопригарни материали, лепила и замазки.
В леярското производство се използват пясъчно-глинести, бързо-втвърдяващи се и други специални смеси. Най-голямо приложение са намерили пясъчно-глинестите, при които за свързващо вещество служи глината.
В зависимост от състоянието, при което се заливат с метал, смесите биват за сухи и влажни форми. По вида на заливания метал във формата - смесите са за чугунени, стоманени и цветни отливки. Смесите за стоманени отливки, в сравнение с тези за чугунените, трябва да имат по-висока огнеупорност и газопропускливост. При леене във влажни форми е необходимо да се контролират физико-механичните свойства на смесите, като е желателно за свързващо вещество, вместо обикновена глина да се използва бентонит.
Формовъчните пясъци са утаечни земни продукти, образували се при разрушаването на скалните маси под въздействието на атмосферни влияния. Главната съставна част на формовъчните пясъци е силициевият диоксид, който се характеризира с висока температура на топене. Формовъчните глини се употребяват като минерални свързващи вещества във формовъчните и сърцевите смеси, като се класифицират по минералогичен състав, граница на якостта във влажно и сухо състояние и термохимична устойчивост.
За определяне на якостта във влажно и сухо състояние се използват стандартни образци, изработени от кварцов пясък със средна зърнестост и добавка от глина и вода. Главната разлика между глините се състои в това, че те имат различни кристални решетки, вследствие на което по повърхността на глинените зърна могат да се образуват водни ципи с различна дебелина. Това определя т.нар. хидратационна (водопоглащателна) способност на глините. С нарастването на хидратационната способност се увеличава свързващата способност на глината. Глината като свързващо вещество не винаги е в състояние да осигури необходимите технологични свойства на смесите. Това налага употребата на специални свързващи материали.
За подготовката на формовъчните материали се използва колерганг. Това е съоръжение за смилане на насипни материали чрез смачкване и стриване. Колергангът представлява е стоманен чашообразен съд, в които е вгадена хоризонтална ос с монтирани обикновено 2 цилиндрични ролки (фиг.2.16.). Ролките се търкалят по дъното на чашата като мачкат, стриват и размесват материала. Колергангът се прилагат за мокро и сухо смилане на материали със средна твърдост.
По-голямата част от отливките се получават във форми, изработени от формовъчна смес. За получаване на качествени отливки смесите трябва да притежават определени свойства: пластичност, течливост, газопроницаемост, якост, податливост, огнеупорност. Този сложен комплекс от свойства се осигурява чрез правилен подбор на съставките и смесване в точно определено съотношение.
Свойства на формовъчните смеси
Пластичност е свойство на смесите, свързано с получаването на точен отпечатък на модела във формата. Тя се дефинира от състава на пясъка, свързващите вещества и водата. При увеличаване на количеството им до определена граница, пластичността нараства, след което започва да се влошава.
Течливост е способността на смесите, под действие на външни сили, да запълват кухината на сърцевата кутия или да обтичат модела при уплътняване на касата. Колкото стойностите й са по-високи, толкова по-равномерно се уплътнява сместа. Течливостта зависи както от вида и количеството на свързващите вещества, така и от размера и формата на пясъчните кварцови зърна.
Газопроницаемост е способността на формата и сърцата да пропускат газове, вследствие на своята пористост. Тя зависи от уплътнението, размерите, формата и еднородността на пясъчните зърна, съдържанието на глина, влажността и т.н.
В насипно състояние плътността на формовъчната смес е приблизително единица, като след уплътняване тя нараства -
1,7 10³ kg/m³.
Якост е способността на формата и сърцата да не се деформират и да не се разрушават при транспортиране и заливане на формата с метал. Тя се повишава при използване за свързващи вещества водно стъкло и синтетични смоли.
Податливост е способността на формата и сърцата да не възпрепятстват свиването на втвърдяващия се метал на отливката. В процеса на кристализация и охлаждане течният метал във формата се свива, вследствие на което подлага на натисково натоварване сърцата и някои части на отливката. В резултат на това възникват напрежения и при лоша податливост на смесите, могат да предизвикат образуването на пукнатини в получената отливка.
Огнеупорност е свойство на смесите да не се размекват при заливане на формата с метал, т.е. да издържат на високотемпературно нагряване. Тя пряко се отразява върху повърхностните качества на отливките.
Освен това, формовъчните и сърцеви смеси трябва да притежават минимална хигроскопичност, оптимална топлопроводност, лесна избиваемост, висока дълготрайност и др.
Формовъчни материали
Формовъчните материали се делят на основни - кварцов пясък и глина и спомагателни - свързващи вещества, противопригарни материали, лепила и замазки.
В леярското производство се използват пясъчно-глинести, бързо-втвърдяващи се и други специални смеси. Най-голямо приложение са намерили пясъчно-глинестите, при които за свързващо вещество служи глината.
В зависимост от състоянието, при което се заливат с метал, смесите биват за сухи и влажни форми. По вида на заливания метал във формата - смесите са за чугунени, стоманени и цветни отливки. Смесите за стоманени отливки, в сравнение с тези за чугунените, трябва да имат по-висока огнеупорност и газопропускливост. При леене във влажни форми е необходимо да се контролират физико-механичните свойства на смесите, като е желателно за свързващо вещество, вместо обикновена глина да се използва бентонит.
Формовъчните пясъци са утаечни земни продукти, образували се при разрушаването на скалните маси под въздействието на атмосферни влияния. Главната съставна част на формовъчните пясъци е силициевият диоксид, който се характеризира с висока температура на топене. Формовъчните глини се употребяват като минерални свързващи вещества във формовъчните и сърцевите смеси, като се класифицират по минералогичен състав, граница на якостта във влажно и сухо състояние и термохимична устойчивост.
За определяне на якостта във влажно и сухо състояние се използват стандартни образци, изработени от кварцов пясък със средна зърнестост и добавка от глина и вода. Главната разлика между глините се състои в това, че те имат различни кристални решетки, вследствие на което по повърхността на глинените зърна могат да се образуват водни ципи с различна дебелина. Това определя т.нар. хидратационна (водопоглащателна) способност на глините. С нарастването на хидратационната способност се увеличава свързващата способност на глината. Глината като свързващо вещество не винаги е в състояние да осигури необходимите технологични свойства на смесите. Това налага употребата на специални свързващи материали.
За подготовката на формовъчните материали се използва колерганг. Това е съоръжение за смилане на насипни материали чрез смачкване и стриване. Колергангът представлява е стоманен чашообразен съд, в които е вгадена хоризонтална ос с монтирани обикновено 2 цилиндрични ролки (фиг.2.16.). Ролките се търкалят по дъното на чашата като мачкат, стриват и размесват материала. Колергангът се прилагат за мокро и сухо смилане на материали със средна твърдост.
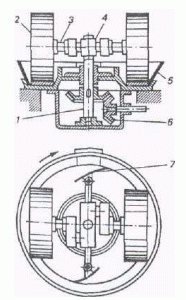
Фиг.2.16. Колерганг. 1 - централен вал; 2 - ролка; 3 - полуос; 4 - водило; 5 - чаша; 6 - конусна зъбна предавка; 7 - гребло.
вързващи вещества
Свързващите вещества се класифицират по следните признаци:
- по произход те биват органични и неорганични;
- по разтворимост във вода -разтворими и неразтворими;
- по начин на втвърдяване - обратимо и необратимо втвърдяващи се.
Всички свързващи вещества могат да се приобщят в три класа:
- клас А - органични свързващи вещества, при които свързващата им способност се проявява без добавяне на вода. Те не
се разтварят във вода, не се смесват с нея и не се умокрят от нея. Това са различните масла от рода на безир, смоли,
битуми, колофон и др.;
- клас Б - органични свързващи вещества, чиято свързваща способност се проявява след разтваряне във вода - декстрин,
меласа, сулфатна луга и др.;
- клас В - включва всички свързващи вещества от неорганичен произход - формовъчна глина, цимент, гипс, водно стъкло и
др., които изпълняват ролята на свързващи вещества след разтваряне във вода.
При производството на отливки широко се използват свързващите вещества на основата на синтетични смоли. Използването на студено (Cold-Box) и горещо (Hot -Box) втвърдяващи се смеси, позволяват да се подобри избиваемостта на сърцата от отливките, да се повиши тяхното качество и в същото време да се намали времето за изработване, тъй като не се прилага процес на сушене. Най-широко приложение са намерили следните три групи синтетични смоли: фенолформалдехидни, карбамидни и фуранови.
В леярското производство се използват и течни самовтвърдяващи се смеси. Те имат голяма подвижност, която им позволява, без външно въздействие, да запълнят сложни леярски форми или кутии за сърца. Вместо познатите методи на насипване и уплътняване на формовъчната и сърцева смес, при тази смес е нужно тя само да се налее в касите. Освен това, съставът им се подбира така, че те се самовтвърдяват при стайна температура. Като свързващи вещества могат да се използват: водно стъкло, цимент, меласа, сулфитна луга, декстрин и синтетични смоли.
Спомагателни материали
Пастите за обмазване се използват в случаите, когато изработените от леярските сърца кухини не се подлагат на механична обработка. Лепилата за леярски сърца се използват за залепване и ремонтиране на леярски сърца. Сулфитното лепило се състои от сулфитно-спиртна луга, формовъчна глина и вода. Лепилото се нанася в равномерен слой върху залепваните разделителни повърхности на частите на сърцата. При съединяване на големи и средни сърца шевовете се запълват със специални замазки, съставени от ситен кварцов пясък, черен графит и формовъчна глина.
Свързващите вещества се класифицират по следните признаци:
- по произход те биват органични и неорганични;
- по разтворимост във вода -разтворими и неразтворими;
- по начин на втвърдяване - обратимо и необратимо втвърдяващи се.
Всички свързващи вещества могат да се приобщят в три класа:
- клас А - органични свързващи вещества, при които свързващата им способност се проявява без добавяне на вода. Те не
се разтварят във вода, не се смесват с нея и не се умокрят от нея. Това са различните масла от рода на безир, смоли,
битуми, колофон и др.;
- клас Б - органични свързващи вещества, чиято свързваща способност се проявява след разтваряне във вода - декстрин,
меласа, сулфатна луга и др.;
- клас В - включва всички свързващи вещества от неорганичен произход - формовъчна глина, цимент, гипс, водно стъкло и
др., които изпълняват ролята на свързващи вещества след разтваряне във вода.
При производството на отливки широко се използват свързващите вещества на основата на синтетични смоли. Използването на студено (Cold-Box) и горещо (Hot -Box) втвърдяващи се смеси, позволяват да се подобри избиваемостта на сърцата от отливките, да се повиши тяхното качество и в същото време да се намали времето за изработване, тъй като не се прилага процес на сушене. Най-широко приложение са намерили следните три групи синтетични смоли: фенолформалдехидни, карбамидни и фуранови.
В леярското производство се използват и течни самовтвърдяващи се смеси. Те имат голяма подвижност, която им позволява, без външно въздействие, да запълнят сложни леярски форми или кутии за сърца. Вместо познатите методи на насипване и уплътняване на формовъчната и сърцева смес, при тази смес е нужно тя само да се налее в касите. Освен това, съставът им се подбира така, че те се самовтвърдяват при стайна температура. Като свързващи вещества могат да се използват: водно стъкло, цимент, меласа, сулфитна луга, декстрин и синтетични смоли.
Спомагателни материали
Пастите за обмазване се използват в случаите, когато изработените от леярските сърца кухини не се подлагат на механична обработка. Лепилата за леярски сърца се използват за залепване и ремонтиране на леярски сърца. Сулфитното лепило се състои от сулфитно-спиртна луга, формовъчна глина и вода. Лепилото се нанася в равномерен слой върху залепваните разделителни повърхности на частите на сърцата. При съединяване на големи и средни сърца шевовете се запълват със специални замазки, съставени от ситен кварцов пясък, черен графит и формовъчна глина.